
Machine vision lenses are crucial for achieving clarity and detail in image processing technologies. Their significance can greatly influence operational efficiency and accuracy.
Selecting the right lens can enhance the accuracy of image processing by filtering out unwanted distortions. This quality is especially important in environments such as manufacturing, where spotting defects is essential.
The overall performance of a machine vision system hinges on lens quality; inferior optics can lead to inaccurate data, resulting in costly mistakes, particularly in quality control scenarios.
Key specifications like focal length, aperture, and resolution need careful consideration to tailor imaging for specific applications, such as capturing intricate details in microchips or conducting high-speed assembly line imaging.
Organizations often find themselves weighing the choice between off-the-shelf lenses meant for general applications and custom lenses crafted for unique challenges, often leading to superior outcomes.
Innovative technologies—think advanced coatings and new lens designs—are currently reshaping the landscape of machine vision lenses, enhancing image quality and prolonging system lifespan.
Industries ranging from manufacturing to aerospace and pharmaceuticals leverage machine vision lenses in their quality control processes, making the right lens a critical factor in achieving regulatory compliance and operational excellence.
The Critical Role of Machine Vision Lenses in Precision Imaging
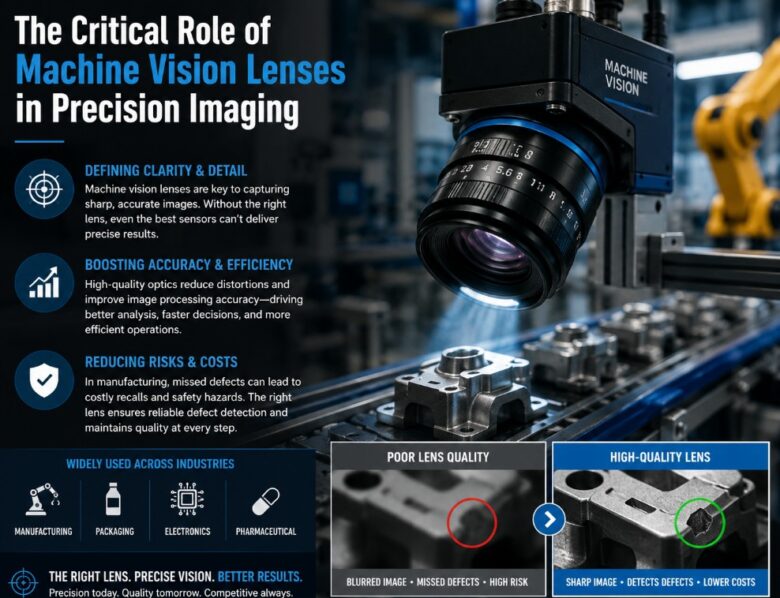
Grasping the significance of machine vision lenses is essential for any business relying on image processing technologies. These aren’t mere parts; they play a fundamental role in defining the clarity and detail of captured images. Without suitable lenses, even state-of-the-art sensors struggle to provide precise visuals. But why does this matter? The quality of vision systems is closely linked to operational efficiency and accuracy across a variety of applications.
Experts emphasize that the correct choice of lens can significantly boost image processing accuracy. High-quality optics can effectively filter out unwanted distortions, enabling better analysis of images. In manufacturing environments, where errors can result in substantial financial losses, that accuracy is simply non-negotiable. Business leaders often grapple with the ramifications of lens selection, knowing that each choice must prioritize precision.
Consider the manufacturing sector, where rapid and reliable defect detection is critical. Missed flaws can lead to costly recalls or even safety hazards. Utilizing high-quality machine vision lenses sharpens the focus on these imperfections, allowing operators to respond to issues swiftly.
How Lenses Enhance Image Processing Accuracy
The intricacies behind how lenses contribute to image accuracy are both fascinating and technical. Lens designs are usually tailored to perform specific tasks, meaning professionals must grasp parameters such as focal length, aperture, and resolution. A lens with a wider aperture can capture more light, essential in low-light conditions, whereas a longer focal length can maintain focus over greater distances.
For engineers, the aim often revolves around optimizing these factors to suit their unique applications. Is the focus on capturing tiny details on a microchip? Or perhaps high-speed imaging in an assembly line? Each circumstance calls for a specialized lens to unlock its imaging potential.
- Focal Length: Defines how far objects can be from the lens while remaining sharp.
- Aperture: Influences light intake, affecting the brightness and clarity of images.
- Resolution: Reflects the level of detail captured, which is vital for accurate processing.
Many experts would argue that the lens is often the unsung hero in the image processing chain. By converting light from a scene into an image, it lays the foundation for the intricate processing algorithms that follow. Without a high-performing lens, no aspect of image processing can reach its full potential.
Why Lens Quality Impacts Overall System Performance
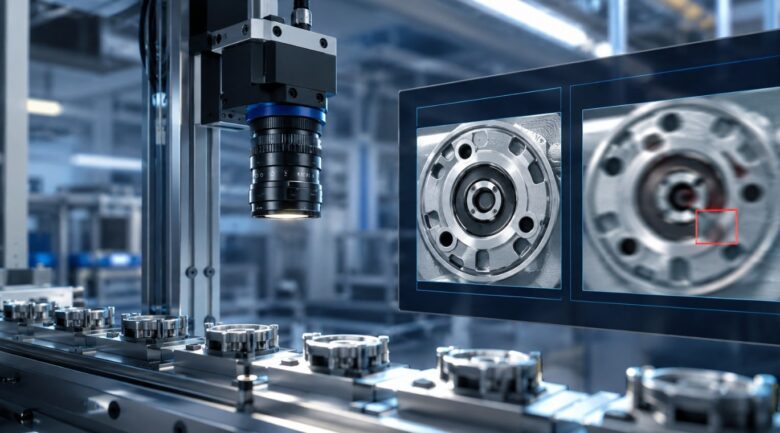
Quality of the lens is a key factor affecting the overall performance of the entire machine vision system. This holds true across multiple industry sectors. If the raw image data is tainted by poor optics, any decisions made based on that data may become flawed. Imagine a scenario in quality control: a low-resolution image may catch an error that’s nearly invisible. In a fast-paced production setting, that’s simply unacceptable.
Often, manufacturers overlook lens quality while placing emphasis on sensor technology. Yet the truth is, the sensor’s efficacy hinges on what the lens allows it to perceive. Picture this: a premium sensor paired with a subpar lens can result in images littered with distortions. Such artifacts risk misidentifications during quality checks, potentially leading to significant financial losses. Consequently, investing in precise optics becomes vital.
“The weakest link in the imaging chain will always dictate overall system performance.”
Several critical factors determine lens quality and, therefore, the system’s overall performance:
- Material Quality: Superior materials significantly reduce distortion.
- Surface Coatings: Proper coating minimizes reflections and boosts light transmission.
- Build Precision: Quality construction is essential for maintaining focus and reducing shift.
Selecting the Right Lens: Expert Insights for Optimal Results

Choosing the right lens is a complex process filled with variables. Experts often recommend a thorough evaluation of an organization’s specific needs prior to making a significant investment. It’s crucial for companies to examine their operational requirements, lighting conditions, anticipated object sizes, and overall throughput needs.
Engaging with specialists who can pinpoint which type of lens suits a particular application best is essential. Here’s the rub: accepting standard solutions without question often leads to less-than-ideal results. A custom lens approach can frequently provide dividends. The right lens choice markedly increases the accuracy and dependability of machine vision systems.
Key Specifications to Consider for Industrial Applications
The specifications of a lens offer critical insight into its potential performance. Understanding these details ensures a sound choice and optimal imaging outcomes. Essential specifications to review include:
- Magnification: Indicates how large an object looks in the image. The needs vary across applications, dictating high or low magnification.
- Working Distance: Knowing the distance from the lens to the object is crucial in automated systems.
- Image Circle: The diameter of the circle created by the lens must fit the sensor’s requirements to fully utilize its capabilities.
Delving into these technical attributes doesn’t have to be intimidating. Engaging with industry specialists often unveils surprising insights about various types of lenses, focal lengths, and optimal configurations for sensor compatibility.
Choosing Between Off-the-Shelf and Custom Lens Solutions
Companies frequently confront a pivotal decision: whether to select off-the-shelf or custom-tailored lens options. Off-the-shelf products can deliver immediate solutions suitable for standard imaging tasks. These lenses are often cost-effective and readily available—appealing elements for budget-conscious operations. Certainly, this approach works if it aligns with their needs.
However, as operational complexities increase, companies might find value in custom solutions. Organizations engaged in specialized activities—like high-speed sorting or precise imaging under challenging conditions—may discover greater benefits from tailored optical solutions designed specifically for their unique challenges. Custom lenses can elevate performance levels beyond what generic options offer.
“Custom solutions often leave the competition in the dust.”
Ultimately, evaluating the pros and cons of each option boils down to considerations such as:
- Cost: Off-the-shelf products generally offer immediate savings.
- Performance Needs: Custom lenses tend to meet specialized demands more accurately.
- Availability: Off-the-shelf solutions are usually available right away.
Innovative Technologies Transforming Machine Vision Lenses
Source: canonoutsideofauto.ca
The landscape of machine vision lenses continually evolves, spurred by advancements in materials and technologies. Engineers now have access to groundbreaking lens designs that enhance imaging capabilities. It’s not just about improving lenses; it’s about streamlining the entire imaging process.
As technology progresses, the demand for superior image quality amplifies the need for innovative lens designs. Many professionals are excited about the future possibilities. Industry experts foresee a significant shift towards integrating machine learning algorithms with advanced optics, making each lens “smarter.”
Latest Developments in Lens Design and Functionality
Recent breakthroughs in lens design are causing ripples throughout the machine vision sector. Emerging materials, like innovative glass compositions and specialized plastics, are paving the way for the creation of lighter yet equally effective lenses. Additionally, advanced designs like aspheric lenses are making notable progress in correcting optical aberrations, delivering sharper images without adding complexity.
- Aspheric Lens Manufacturing: Reduces spherical aberration for enhanced image quality.
- Lightweight Materials: New composites boost durability without compromising image quality.
- Enhanced Modular Designs: Facilitate effortless upgrades, eliminating the need for a comprehensive system overhaul.
These innovations enable businesses to rethink their imaging strategies. The capacity to customize lenses for diverse applications vastly increases efficiency. Organizations are probing unique combinations of optical and sensor technologies to craft increasingly sophisticated visual systems.
How Advancements in Coatings Improve Image Quality
Optical coatings are pivotal in enhancing lens performance. Advanced multilayer coatings are designed to handle light transmission effectively. By reducing glare and improving contrast, these coatings are indispensable for high-quality imaging. Many experts would assert that coatings rank just as highly on the importance scale as the lens design itself.
Coatings not only enhance image quality but also bolster system longevity. They protect lens surfaces from environmental factors such as dust and moisture, helping to prevent degradation over time—a concern that becomes crucial in industrial settings.
- Anti-Reflective Coatings: Minimize reflections, allowing more light to pass through.
- Water- and Dust-Repellent Coatings: Essential for dependable performance in tough environments.
- UV Coatings: Guard against degradation from harmful ultraviolet light.
Real-World Applications of Machine Vision Lenses

Source: fjwoptical.com
The applications of machine vision lenses are extensive, covering numerous sectors and industries. Their ability to ensure accuracy and reliability can be pivotal for operational success in various situations. With increased competition, businesses leverage these technologies to streamline operations and improve product quality.
From manufacturing to healthcare, machine vision lenses are integral for achieving business objectives. They are more than just components; they serve as a backbone for quality control and ensure adherence to regulatory standards. Professionals across various fields understand that choosing the right lenses can position a company as a leader in its market.
Industries Utilizing Vision Lenses for Quality Control
Many industries heavily rely on vision lenses for quality inspection and control. Below are some sectors leading this trend:
- Manufacturing: Ensures that products conform to specifications.
- Aerospace: Checks component integrity to comply with safety regulations.
- Pharmaceuticals: Aids in meeting stringent quality standards.
Each industry encounters its unique challenges. However, with the proper technology, they can maintain high quality standards and achieve operational excellence. Consulting with specialists in machine vision lenses can provide valuable insights for optimizing these processes.
Case Studies: Successful Implementations in Various Sectors
Showcasing the effectiveness of machine vision lenses can enhance understanding. Numerous organizations have experienced remarkable results through strategic lens selection. In one case, a prominent automotive manufacturer improved workflow efficiency by 30% by upgrading to advanced imaging systems.
Another instance involves a pharmaceutical company grappling with quality compliance issues due to inaccuracies in existing imaging systems. After transitioning to custom-designed lenses, they reduced error rates, significantly boosting their operational efficiency. The outcome? Enhanced product quality and heightened trust from regulatory authorities.
These cases highlight the impact of choosing the right optical solutions. Effective machine vision lenses can significantly influence operational achievement and propel organizations forward.
FAQ
What are the main differences between off-the-shelf and custom machine vision lenses?
Off-the-shelf lenses offer cost-effective, immediate solutions for standard imaging needs, while custom lenses are tailored for specific challenges. Companies often discover that custom solutions deliver improved performance for specialized tasks, particularly in complex environments.
How do lighting conditions affect lens selection for machine vision systems?
Lighting conditions play a significant role in lens performance. Lenses must be selected based on the available light; for example, in low-light situations, a lens with a wider aperture becomes critical for capturing more light and ensuring image clarity.
Can lens coatings really improve the longevity of machine vision systems?
Absolutely. State-of-the-art coatings shield lenses from environmental elements like dust and moisture. In demanding industrial settings, these coatings preserve lens integrity and enhance overall system lifespan, ensuring consistent performance over time.
What role does magnification play in different industrial applications?
Magnification represents how large an object appears in an image, which varies among applications. For precision tasks like inspecting microchips, high magnification might be essential, while wider views may suit high-speed assembly line imaging better.
How have recent developments in materials affected machine vision lenses?
Recent advancements in materials, including innovative glass formulations and lightweight plastics, have led to lenses that are both durable and highly effective. These innovations contribute to improved image quality without adding unnecessary weight or complexity.
What can businesses expect during the process of integrating new machine vision lenses?
Integrating new lenses typically involves an evaluation phase to pinpoint operational needs, followed by testing to ensure compatibility with available systems. Organizations can anticipate an overall enhancement in performance and image quality, leading to increased operational efficiency.
How crucial is the choice of lens for achieving compliance in regulated industries?
Selecting the appropriate lens is essential for quality control in regulated sectors like pharmaceuticals and aerospace. High-quality optics allow for precise inspections that comply with strict standards, protecting product integrity and building brand reliability.
What are some emerging trends in machine vision lens technology?
Emerging trends include the integration of machine learning algorithms with optical technologies for smarter imaging solutions. Additionally, the rise of modular lens designs permits easy upgrades without overhauling entire systems, thus pushing the limits of imaging capabilities.


